北落店村全封闭式声屏障施工专项方案主要施工方案(四)
建设快讯 2026-07-25【摘要】弧形金属声屏障单元板从加工厂运至现场后,通过汽车吊吊装时桥面,再通过手动平板车分散质安装位置,单板元采用曲臂式台车及仿行支架进行安装。
10.5弧形金属声屏障单元板安装
弧形金属声屏障单元板从加工厂运至现场后,通过汽车吊吊装时桥面,再通过手动平板车分散质安装位置,单板元采用曲臂式台车及仿行支架进行安装。标准板单元从活动挡板位置进行安装,异性安装位置必须按预先布置位置进行安装,所有单元板插入H型钢深度不小于50mm。
第一步:将打包好的吸声板吊装至桥梁两侧电缆槽上堆放,注意必须严格按照尺寸及配料单进行分配吸声板及其附件的使用位置,严禁乱用。
第二部:解耦装置安装在槽钢表面,安装时对准两个立柱,保持线条笔直。
第三部:安装平台上两个人负责扶正安装单元板,平台下两个人负责单元板挂绳,立柱中间两个人负责托住从立柱上方放下来的单元板,防止单元板下滑过快造成损伤。一个声屏障单元共有54块单元板,安装时要保证单元板之间要连接紧密、牢固,注意弹性胶条的设置。单元板左右偏差不得大于2mm,上下板缝前后侧差不得大于1mm,相邻单元板高程偏差不得大于2mm。
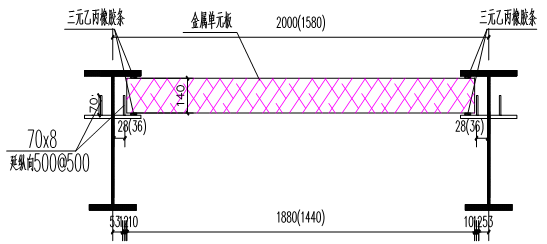
图10.5-1 标准节间声屏障单元板节点示意图
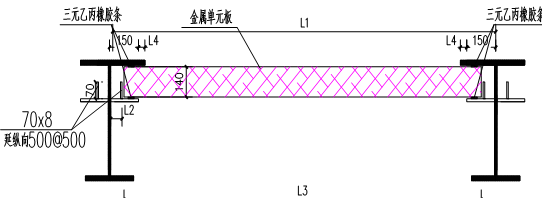
图10.5-2 伸缩缝节间声屏障单元板节点示意图
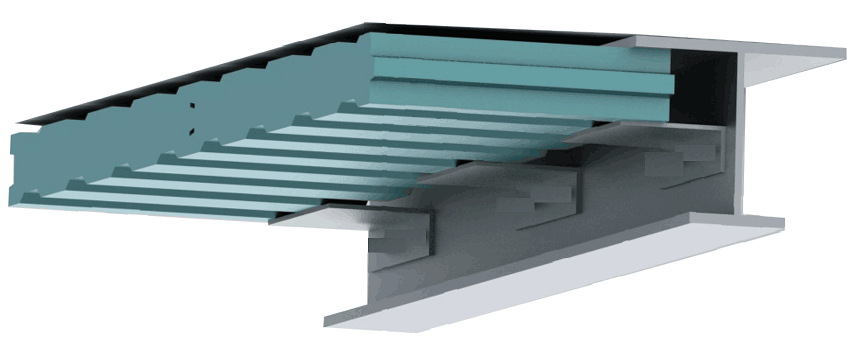
图10.5-3 声屏障单元板模型节点示意图
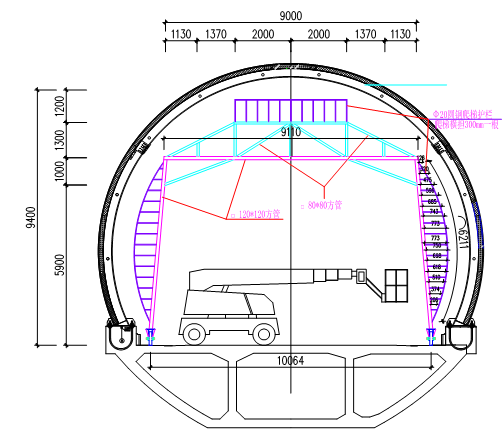
图10.5-4 声屏障单元板安装断面图
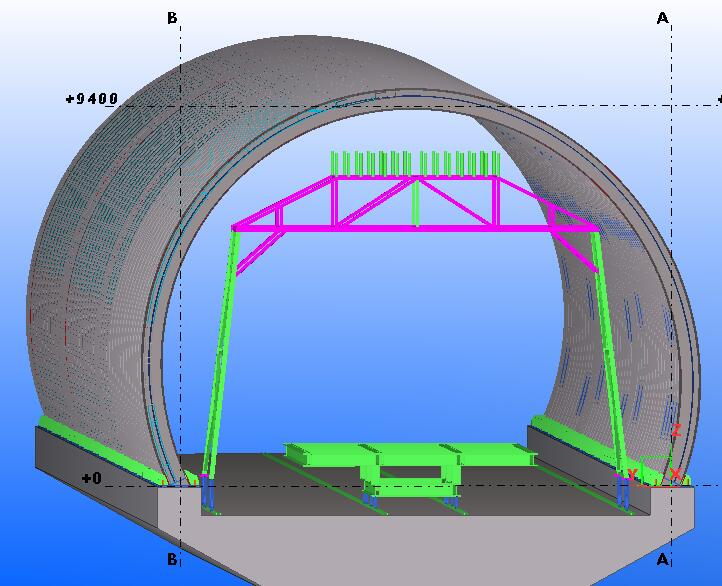
图10.5-5 声屏障单元板安装模型断面图
10.6焊接施工工艺
10.6.1焊接工艺评定
为保证工程的焊接质量,在本工程钢结构加工前做好焊接工艺评定。
焊接工艺评定根据本项目钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按《建筑钢结构焊接规范》施焊试件、切取试样并由具有国家技术质量监督部门认证资质的检测单位进行检测试验。
焊接工艺评定试验完成后,由评定单位根据检测结果提出焊接工艺评定报告,连同焊接工艺评定指导书、评定记录、评定试样检验结果一起报工程质量监督验收部门和有关单位审查备案。
10.6.2 焊接工艺参数
表10.6.2焊接工艺参数
焊接 方法 | 焊材牌号 | 焊接 位置 | 焊条(焊丝) | 焊接条件 | ||
直径(mm) | 焊接电流(A) | 焊接电压(V) | 焊接速度(cm/min) | |||
手弧焊 | E5015/E5016 | 全位置 | Æ4.0 | 180~220 | 24~26 | --- |
气保焊 | YJ501-1、ER50-6 | 平焊 横焊 | Æ1.2 | 导电嘴到工件的距离5~20mm。 | ||
260±10% | 29±7% | 33±25% | ||||
290±10% | 30±7% | 33±25% | ||||
CO2气体流量20~25L/Min | ||||||
10.6.3焊接材料
(1)手弧焊
钢 材 材 质 | 焊条牌号 |
Q345C+Q345D | E5016 |
表10.6.3-1焊接要求
(2)CO2气保焊
表10.6.3-2焊接要求
钢 材 材 质 | 焊丝牌号 |
Q345C+Q345C | H08A H10Mn2 |
Q235D+Q345D |
(3)焊接气体
表10.6.3-3焊接气体要求
气体组成 | 气体纯度(%) | 含水量(%) | 气压(Mpa) |
CO2 | ≥99.5 | ≤0.005 | ≥1 |
表10.6.3-4焊接方法
序号 | 焊接方法 | 焊接部位 |
1 | 手工电弧焊 | 电焊固定以及定位焊 |
2 | 二氧化碳气保焊 | 主要焊接手段 |
10.6.4工程试验
结合工程实际,本工程采取委外试验形式。根据实验项目本工程试验检测分为两类:一类为常规试验项目,主要委外检测项目有:钢板复试(化学分析、物理性能、低温冲击性能)、焊材复试(熔敷金属性能)、涂料复试、高强螺栓复试、焊缝检测(超声波、磁粉)等。另一类为科研试验项目,主要包括声屏障单元板的抗风压性性、抗冲击性、抗疲劳性能以及声学性能的相关试验。
常规试验选择具有相应资质的试验单位进行试验检验,试验单位资质等报监理和业主审核确认。试验项目严格按照《钢结构施工规范》进行取样,并在监理见证下进行试样的取制及送检。
科研试验主要依照设计要求,配合设计单位完成节点及样品制作、送检工作。
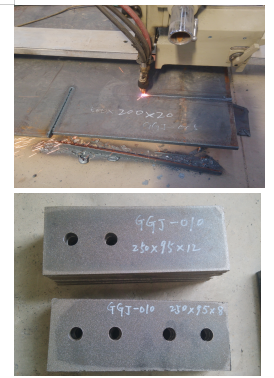
图10.6.4-1常规试件制备

图10.6.4-2常规试件制备



 149
149



